《苏作明式家具传统制作工艺之刨平篇》
苏作明式家具传统制作工艺之刨平篇
锯割完成后,需要对构件表面进行平直和光滑的加工。刨子是切削木材的主要器具,作用是保证加工表面的平整性,并达到各构件的设计尺寸。
锯割完成后,需要对构件表面进行平直和光滑的加工。
刨子是切削木材的主要器具,作用是保证加工表面的平整性,并达到各构件的设计尺寸。
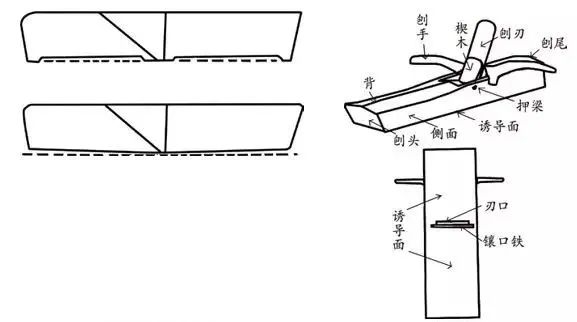
刨子主体木质的台叫刨台,一般用坚硬而韧性好的木材制作,刨台长易于刨平面,若用于凹凸处,则长不如短。
台的上面叫背,下面叫腹或诱导面,前后分别叫刨头、刨尾,左右称左侧、右侧。
诱导面不是完全平面,为减少摩擦,保护刨刃,在前后的两端及近刃口处成一平面,其他部分稍凹下,以粗刨凹下最多,中刨次之,细刨则几乎没有。
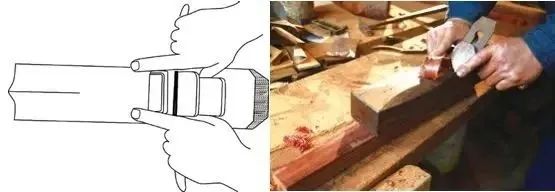
柄叫刨手,刨铁叫刨刃。对构件进行刨削前,应对刨刃进行磨光处理。一般使用青石、细油石对刃口进行定型,粗油石用于对年久失修的刨刃进行修正。
磨光时握住刨刃中上部,将刨刃切削角斜面紧贴磨石平面,用力均匀推拉刨刃,防止将刨刃磨成弧形。
贴着刨刃的斜面叫押,押角的倾斜度因刨子的用途不同而不同。如用于拼缝的长刨的倾斜度要小一些,用于净光表面的净刨和槽刨、起线刨的倾斜度大一些。

粗刨一般小于 41 度,刨硬的木材倾斜度还要大一些,所谓“立一卧九,不推自走”,即刨刀垂直方向是一寸,水平方向九分,角度相当于 49 度。
刨软的木材,角度可减至 30 度。和押平行的横木叫押梁,也称止木。
刨刃现出诱导面的部分叫刃口,放置时应使诱导面向上,不用时将刨刃缩入刨台内,以防损坏。


刃口的前方被刨花经常蹭磨,所以刃口前方要比刃口后方硬,一般镶嵌金属条,称为镶口铁,既可以保护刃的锋利,又方便出刨花。
有些刨刃上另有一块护铁,压在距离刨刃 0.5~1mm 处,刨刃的中央开有一沟,用螺旋装卸护铁,称为盖铁。
盖铁的作用首先是固定刨刃跟木头接触的部位,增加刨刃的稳定性,有利于切削;其次是利导刨花卷曲,避免起堑。
固定刨刃的木片叫刨楔,安装刨刃时,要控制好楔子与刨刃之间的松紧度,其间不能有缝隙。
刨楔应选用与刨身一致的材料,以避免不同材质之间因干缩湿胀而产生变形。刨刃镶铜的一面叫刃里,反之叫刃表。和刃里成角度的面叫切刃,所成的角度叫刃角。
刃角的大小,一般以 25 度为适当,因木材软硬而调整。
对于较硬的木材,刃角太小刨刃容易受缺损,刃角太大又不够锋利。
刨刃的进退直接影响刨花的厚薄,刨刃伸出太多,推不过去;伸出太少,又刨不到木材。
一般刨削硬木的比刨削软木的所伸出刨底平面的距离要大一些,具体应根据不同材质而定,以刨削出连续刨花为宜。
粗刨刨刃露出刨底一线,细刨与合缝刨刨刃露出刨底一纸厚,中刨刨刃露出刨底的长度介于两者之间。
调整刨刃进退时左手使诱导面朝外与视线一致,食指按住刨刃,右手握槌轻击刨刃的头部可使刨刃出些,轻击刨尾可使刨刃退些。
刨子按刨刃的型面可分为平刨、圆刨、槽刨、线刨、弯刨等。
平刨因为不同的加工要求又分为荒刨、长刨、大平刨、净刨等,荒刨又称为二虎头, 长 度为250~350mm,作用是刨光粗料;
长刨的长度为400~500mm,作用是找直;大平刨用来拼板;净刨也叫细刨,长度为 150mm 左右,用于细致刨削,处理戗茬纹,使表面平整光滑。
戗茬纹俗名“豆瓣嵌”,指木材纹理呈现斜纹及交错的纹理。有的木工用自制的刮刀,原理与净刨相同。
刨削不同形状的圆弧和弯曲工件时使用一字刨。外圆刨用于刨凸圆面,如圆柱形的腿;内圆刨和外圆刨相反,刨台左右成圆形,用于刨凹圆面。
反台刨的刨台前后成圆形,用于刨弧形板片。
槽刨用来刨沟槽。线刨的形状很多,用来刨各种花式线条。
刨削前应先辨别木材纹理和木材表里。顺纹方向易刨削,容易刨出连续的刨花。刨削表面时,由材梢向材根方向刨;刨削里面时,由材根向材梢方向刨。

一字刨与外圆刨 刮刀
刮刀
刨料之前,要用眼观察一下准备刨削的木材面上的凸凹程度,然后先刨削突出部分,使其大致平整后再按刨料线通长刨削。
木工用眼力测定木料一般是先拿起料的端部,用右眼目测板平顶的近身一端到另一端,看一看是否平直;然后看平面的纵长线,两边线同合则材面平直、无翘曲,否则表示不平直。

刨光过程是以宽面做基准面,刨出一个基准面,再刨相邻的面,并用方尺检验是否垂直、确定好两个面后,以这两个面为基准面,根据指定的加工尺寸用线勒子向对面上下画两道线,用刨子刨到线为止。
刨削时两手握住刨手,用拇指抵着刨尾或刨铁的背后,食指放在刨楔上,起固定作用以阻止退刀。
左腿在前,右腿在后,上体稍前屈,着力于腰部,并用力蹬住地,支持推刨时的反作用力。

双手用力往前推刨时,两肩、臂部要同时着力,用力平均,匀速推动。
开刨时防止翘头刨,收刨时刨底仍贴住料面往后拉,不要使刨离开木料,防止低头刨。
刨身的方向与所刨材料的轴线方向一致,不得歪斜。刨削的过程中用力均匀、一气呵成,中间如果有中断,就可能会有不平。
刨路较长时,应注意刨路之间的接茬。先将刨子往刨路相反的方向拉回一定距离,再继续刨削,防止卡住刃口。
刨边时,木板伸出刨台边缘10~20mm,右手单手握刨,刨身紧贴木料,用力前进。
刨倒棱、断面时,一般采用单手推刨。刨削断面时要先刨斜面,再翻面刨削,防止劈裂。
(选自:《中国手艺传承人丛书》)
苏作诚品更新于2022-08-19 10:13:52
TOP
BOTTOM
明式家具标志性品牌
苏作家具,几乎成为明式家具的代名词,其核心发源地在苏州东山、西山一带。
苏作家具无论是选材、工艺、造型和韵味,均体现了浓郁的明代文人气息。
江南自宋明以来就是全国器物文化和手工艺的中心,江南园林文化赋予了苏作肥厚的人文土壤,
加之江南文人群星荟萃,状元进士人数在全国首屈一指,
文人的深度参与,是苏作与众不同之处,赋予了明式家具全新的艺术高度。
明式家具以用料考究、线条流畅、结构极简、比例精准等特点赢得了艺术的最高地位。
明式家具制作技艺包含:明式家具设计、明式家具雕刻、明式红木家具木工、苏式红木家具漆工等门类,
涵盖明式苏作红木家具的生产技术、结构工艺、质量检验三个部分。
明式苏作家具结构多达200多种榫卯,比其他木构榫卯更趋多样、精密、巧妙。
明式苏式家具注重符合人体的尺度,如座椅的设计,养成良好的坐姿,体现儒家风范。
明式苏作家具制作技艺形成了“结构严谨、线条流畅、工艺精良、漆泽光亮”的特点,具有很高的艺术水平。

